Введение реагентов вглубь металла
В настоящее время металлурги располагают большим опытом использования различных методов ввода вглубь металла реагентов: раскислителей, шлакообразующих, легирующих и модифицирующих.
Корректирующие добавки могут быть введены в металл на любом этапе сталеплавильного производства: в жидкий чугун в чугуновозном ковше или миксере перед подачей в сталеплавильные агрегаты, в процессе получения полупродукта в сталеплавильном конвертере, электродуговой или мартеновской печи, в сталеразливочный ковш при выпуске расплава из печи, при рафинировании стали в агрегате внепечной обработки стали (ковшовой металлургии). На завершающем этапе ограниченные порции модифицирующих добавок в последнее время часто вводят при разливке жидкой стали: в промежуточный ковш и кристаллизатор машины непрерывного литья заготовок (МНЛЗ), в изложницы или в литейные формы.
В настоящее время более 95 % всех ферросплавов вводится в жидкую сталь в кусковом виде. Простота и дешевизна этого метода создаёт предпосылки для его преимущественного использования и в обозримом будущем.
Для введения в придонную часть расплава легкоплавких, легкоиспаряющихся и легкоокисляемых элементов разработаны и широко применяются разнообразные специальные способы и устройства, например принудительное погружение слитков и колоколов в металл вглубь ковша.
Метод введения прост и не требует применения сложно го оборудования, однако функциональные возможности ограничены, так как не обеспечивают возможности оперативного изменения количества и вида вводимого материала.
Для введения мелкодисперсных фракций легкоплавких и легкоиспаряемых материалов используют специальные колокола с отверстиями для выхода паров реагентов.
Конструкции устройств для ввода реагентов в расплав при помощи колокола-испарителя характеризуются значительным разнообразием. Пары испаряющихся реагентов поступают в расплав через калиброванные отверстия в стенке и днище ёмкости или через пористые стенки. Для более равномерного распределения паров реагента разработан специальный колокол-испаритель с нижней частью, выполненной из пористого огнеупорного материала.
Другим вариантом внедрения вглубь расплава добавок с малой плотностью является применение стреляющих механизмов, которые посредством сжатого газа с высокой энергией внедряют в расплав кальцийсодержащие алюминиевые капсулы.
Более распространённым вариантом является принудительное введение в металл на необходимую глубину цельно- металлической либо порошковой проволоки с одновременной продувкой газом для перемешивания ванны. При этом существенно увеличивается степень усвоения алюминия.
При обработке жидкой стали порошковой проволокой отсутствует необходимость в излишнем свободном борте ковша, связанная с опасностью выбросов металла и шлака, то есть используется 90…95 % полезного объёма ковша. Кроме того, при использовании порошковой проволоки не происходит расслоения газопорошковой смеси, наблюдаемой при вдувании порошка. Ввод порошковой проволоки создаёт весьма благоприятные условия для автоматизации.
Введение реагентов в жидкий металл посредством инжекционной алюминиевой и порошковой проволоки позволяет успешно решать широкий спектр технологических задач при, внепечном рафинировании и разливке жидкой стали и в недоменной обработке чугуна. Соответственно, технологические операции различаются видом и количеством применяемых реагентов, формой и размерами сечения проволоки, местом и глубиной введения добавок; применяются разнообразные виды гибких вводимых материалов с различной скоростью и продолжительностью ввода, а также рядом других факторов: способом и интенсивностью перемешивания расплава, ёмкостью и глубиной ванны, взаимным расположением точек ввода проволоки и перемешивающего газа, материалом футеровки ковша, составом и толщиной слоя шлака и т. д. Во многих случаях параллельно решаются различные технологические задачи и применяются комбинированные методы обработки.
Основными целями введение реагентов вглубь металла можно считать:
Раскисление — снижение содержания кислорода до 0,0012 % и менее или связывание его в прочные соединения. Наиболее распространённым вариантом раскисления является введение алюминия в различном виде.
Десульфурация жидкой стали – снижение содержания серы. Как правило, в современной металлургии, проводится на выпуске и после выпуска металла из печи в агрегате «печь-ковш» путём ввода кальцийсодержащей порошковой проволоки или присадкой твёрдых шлакообразующих смесей.
Легирование и микролегирование — точная корректировка содержания различных элементов в стали.
Корректировка содержания углерода. Использование проволоки с углеродным наполнителем позволяет корректировать химический состав стали по углероду в узких заданных пределах (0,020…0,03 %) при усвоении углерода 95 %.
Основные цели использования при внепечной обработке наиболее распространённых химических элементов приведены в таблице 1
Таблица 1
Цели применения химических элементов
|
Элемент |
Применение |
|
Кальций |
Раскисление стали Улучшение разливаемости Устранение зарастания стакана Повышение механических свойств |
|
Титан |
Легирование:
|
|
Углерод |
Точная корректировка содержания углерода |
|
Магний |
Десульфурация передельного чугуна Получение чугуна с шаровидным графитом |
|
Бор |
Легирование специальных и конструкционных сталей |
|
Сера |
Легирование автоматных сталей |
|
Кремний |
Модифицирование литейного чугуна с шаровид- ным или пластинчатым графитом |
|
Ванадий |
Легирование высококачественной стали |
|
Алюминий |
Раскисление |
|
Железо |
Охлаждение металла |
Обработка металла порошковой или цельнометаллической проволокой может быть применена в сочетании с другими технологическими средствами (например, с инжекцией газопо рошковой смеси, нагревом или вакуумированием), а может использоваться в качестве самостоятельного средства внепечной обработки жидкой стали.
Наиболее эффективным является комплексный подход, т.е. разработка оборудования для изготовления порошковой проволоки и устройств для введения реагентов в металл и отработка технологических режимов обработки расплава.
Так, например, полный комплекс технологий и оборудования для производства порошковой проволоки и её введения в расплав разрабатывается и реализуется фирмой «Вулкан-ТМ». На рисунке 1 показана линия по производству порошковой проволоки Производственная линия позволяет производить порошковую проволоку диаметром 6…20 мм.

Рис. 1 Линия по производству порошковой проволоки, созданная в НПП «Вулкан-ТМ»
В современных условиях устройства (трайб-аппараты) для ввода в глубь металла реагентов в виде проволоки чаще всего входят в состав комплексных агрегатов различного назначения, например агрегатов доводки стали, агрегатов ковш-печь и вакууматоров различного типа, существенно расширяя тем самым их технологические возможности.
Параметры ввода реагентов вгрубь металла, применяемые на металлургических заводах, колеблются в широких пределах. Проводятся многочисленные исследования, направленные на их оптимизацию.
Количество проволоки (интенсивность введения в м/с или в кг/с, удельный расход в кг/т) определяется технологическими задачами, маркой обрабатываемой стали, исходным содержанием вредных элементов, подлежащих удалению, требованиями к конечному содержанию легирующих элементов и свойствам готовой металлопродукции.
Диаметр применяемой проволоки колеблется в широких пределах. Рекомендации по её применения и сведения о конкретных примерах характеризуются значительным разбросом.
Зависимость между массой обрабатываемого металла, скоростью ввода проволоки и продолжительностью обработки по- казана в таблице 2.
Таблица 2
Параметры обработки металла порошковой проволокой
-
Масса обрабатываемого металла
Скорость проволоки, м/с
Время обработки, мин
Ковши ёмкостью, т:
25…30
1,2…1,5
4…6
40
1,6…1,8
5…6
80
2,0…2,3
6…7
150
2,8…3,0
10
300
2,8…3,0
10
Состав, конструктивное выполнение и технические параметры элементов оборудования определяются местом ввода проволоки (чугуновозный или сталеразливочный ковш, промежуточный ковш или кристаллизатор МНЛЗ), массой обрабатываемой плавки, требуемым количеством видов вводимой проволоки и заданной производительностью.
Современное оборудование для подачи реагентов вглубь металла в виде цельнометаллической и порошковой проволоки, как правило, включает в себя отдельно стоящие подающие устройства с комплектами тянущих роликов — трайб-аппараты в основном с горизонтальной осью подачи проволоки, а также разматывающие устройства (бунтоприёмники), направляющие устройства для подачи раз матываемой проволоки в трайб-аппарат и вертикального или наклонного ввода её в расплав. В зависимости от компоновки оборудования бунтоприёмники могут быть расположены на различной высоте по отношению к трайб-аппарату.
Размещение трайб-аппарата на некотором удалении от расплава с высокой температурой способствует повышению надёжности его работы.
В большинстве случаев трайб-аппараты имеют два ручья: для ввода алюминиевой катанки и проволоки, наполненной порошкообразными реагентами.
Наличие двух комплектов тянущих и прижимных ведущих роликов обеспечивает одновременную (или раздельную) подачу в ковш через направляющее устройство (трубную проводку) проволоки двух видов.
Однако при большом количестве вводимых реагентов применяют трёх- и четырёхручьевые устройства.
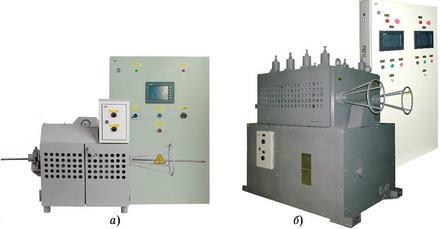
Рис.2. Трайб-аппараты производства НПП «Вулкан-ТМ»:
а — одноручьевого исполнения, мод. ТАП 1-1;
б — двухручьевого исполнения, мод. ТАП 2-1
Важную роль в обеспечении надёжной и бесперебойной подачи проволоки играют разматыватели — стенды размотки порошковой проволоки, которые бывают динамического или статического типа с вертикальным, горизонтальным и наклонным расположением бунта.
Новое бунторазматывающее устройство БП-1 НПП «Вулкан-ТМ» является инновационной разработкой на Российском рынке и в настоящее время не имеет аналогов.
Предлагаемое в комплекте поставки установки для обработки расплава металла в ковше бунторазматывающее устройство (рис.3) — вращающееся, с частотным приводом, — применяется синхронно с трайб-аппаратом, в том числе для подачи порошковой проволоки в ковш на больших скоростях циклами. Эффективно оно также в литейных производствах, где высота и диаметр ковшей небольшие, а количество подаваемой проволоки в разы превышает высоту ковша. (Порошковая проволока берётся с наружного витка).
Рис. 3. Бунторазматывающее устройство БП-01 производства НПП «Вулкан-ТМ»:
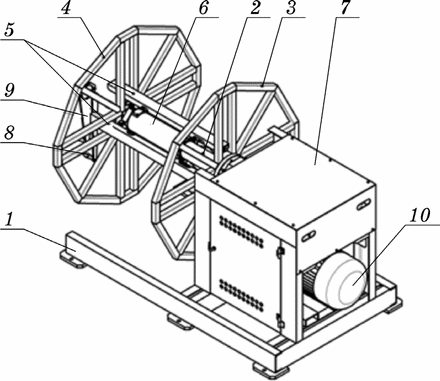
1 — станина; 2 — вал в сборе; 3 — ограждение неподвижное;
4 — ограждение съёмное; 5 — прижимы; 6 — винт в сборе; 7 — ограждение; 8 — ключ; 9 — ключ прижимной; 10 — мотор-редуктора
Управление скоростью вращения бунторазматывающего устройства производится по «провисанию проволоки» в автоматическом режиме с помощью датчика.
Однако применение порошковой проволоки имеет и свои особенности:
- трудность введения большого количества добавок, особенно в ковши большой ёмкости. Для введения силико-кальция в количестве 3 кг/т в 350 тонный ковш потребовалось бы примерно около 5 км проволоки диаметром 12 мм, что не всегда рентабельно и технически сложно осуществимо в связи с необходимостью подачи проволоки из нескольких бунтов;
- порошковая проволока не обеспечивает глубокой десульфурации стали, особенно при высоком исходном содержании серы в полупродукте;
- затраты на обработку 1 т стали порошковой проволокой меньше, чем при вдувании порошков, только тогда, когда требуется вводить небольшое количество легирующих элементов, что связано с высокой стоимостью проволоки;
- зависимость технологических возможностей от внешних поставок проволоки с требуемым наполнителем.
Преимущества применения порошковой проволоки:
- сокращение расхода ферросплавов на тонну стали;
- точное дозирование вводимых в расплав материалов;
- возможность гибкого управления процессом легирования металла;
- улучшение экологических условий при выплавке;
- возможность использования сложных легирующих композиций;
- получение изделий с улучшенными потребительскими свойствами;
- повышение экономической эффективности металлургического производства;
- повышенное и стабильное усвоение вводимого наполнителя;
- возможность корректировки содержания вводимого материала в узких пределах;
- уменьшение пироэффекта, газо- и пылевыбросов;
- снижение эксплуатационных и капитальных затрат на производство единицы продукции;
- улучшение условий труда на рабочем месте сталевара;
- создание современной технологии с возможностью гиб кого её регулирования.
Основными путями обеспечения экономической эффективности внедрения реагентов вглубь металла порошковой проволокой являются научно обоснованная оптимизация технологических режимов и обеспечение надёжной и экономичной работы оборудования на основе рационального выбора конструктивных и энергосиловых параметров.
Основной источник информации:
Технологические комплексы для обработки расплавленных металлов инжекционной проволокой [Текст] : монография / А.В. Протасов, Б.А.Сивак, В.И. Золотухин. — Старый Оскол : ТНТ, 2020. – 376 с. : ил.
По вопросам приобретения введение реагентов вглубь металла и получения подробной консультации по свойствам продукции, условиям поставки и заключению договора просим вас обратиться к менеджерам:
+74872701242
zakaz@vulkantm.com