Оптимизация конструкции разливочных ковшей
Существующие конструкции разливочных ковшей различных жидких металлов и сплавов традиционно имеют форму усеченного конуса. Казалось бы не лучший вариант с точки зрения расхода металла при раскрое, а также достаточно сложная вальцовка и сварка.
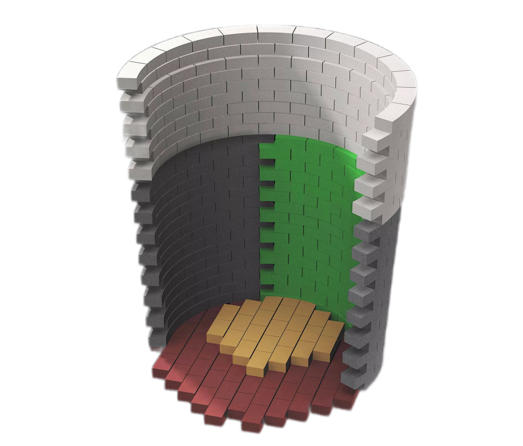
Рисунок 1. Футеровка разливочного ковша в форме усеченного конуса
Однако такая конструкция сложилась исторически и определялась технологией огнеупорной футеровки ковшей. Футеровку «с разливом» выполнять проще, она сама себя как бы заканчивает и главное безопасна в эксплуатации при частичном выклинивании изношенных участков огнеупорной кладки.
Тем не менее, более рациональная цилиндрическая форма ковшей в последнее время нашла распространение в зарубежном инжиниринге, и, допустим, «DANIELI» практически все свои заливочные ковши проектирует и строит цилиндрической формы.
Распространению цилиндрической формы ковшей, как ни странно, препятствуют современные технологии огнеупорной футеровки с использованием специальных бетонов.
Внутренний шаблон опалубки, безусловно, легче извлекать после схватывания бетона, если он имеет форму усеченного конуса. Специалисты ООО НПП «Вулкан-ТМ» предлагают инновационный способ футеровки заливочных ковшей картриджного типа.
Исходя из накопленного опыта, ковши ёмкостью (по стали) до 1.0 м3 можно футеровать картриджем в форме стакана. Ковши емкостью более 1,0 м3, но менее 3,0 м3 футеруются по схеме: стакан и цилиндрическая обечайка. Более 3,0 м3 – футеровка выполняется из 2-х изделий: днище и цилиндрическая обечайка.
Преимущества картриджной футеровки следующие:
- Простота монтажа, не требующего применение квалифицированного труда;
2. Не требуется длительная сушка, а только разогрев;
3. Простота демонтажа, не требующего применение машин для ломки футеровки (рис.2);
4. Возможность частичной замены футеровки (только верхней обечайки) в случае интенсивного износа шлакового пояса.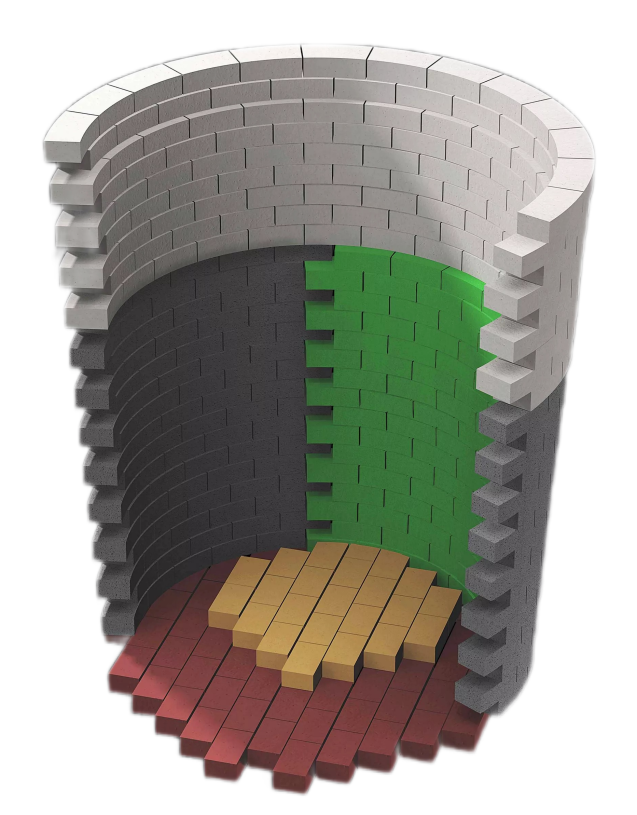
![]()
![]()

Рисунок 2. Процесс ломки футеровки с использованием специального оборудования
В то же время, задача футеровки цилиндрического ковша намного упрощается (рис.3). В случае цилиндра для изготовления оснастки по бетонированию элементов футеровки потребуется только 2 типоразмера, а не 4, как для усеченного конуса.
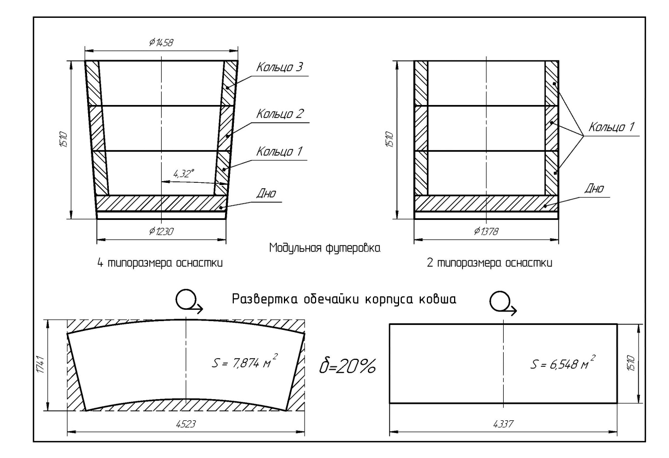
Рисунок 3. Ковш ёмкостью 8 тонн в двух вариантах исполнения
Тем самым значительно снижаются затраты на специальные формы для вибролитья элементов футеровки стен ковша.
В работе акцентировано внимание на ограничениях современных технологий, не позволяющих массово перейти к успешному изготовлению и использованию разливочных ковшей цилиндрической формы. Специалистами ООО НПП «Вулкан-ТМ» предложен способ футеровки разливочных ковшей картриджного типа. Также приведены основные преимущества данного типа футеровки.
Золотухин В.И.1, Мурат С.Г.1, Гапонов Д.Е.1, Билан О.М.2
1 ООО НПП «Вулкан-ТМ»
2 АО «ВЗМЭО»
Золотухин В.И. (Россия, г.Тула); профессор, доктор технических наук; генеральный директор ООО НПП «Вулкан-ТМ»
Мурат С.Г.(Россия, г.Тула); директор по исследованиям и развитию ООО НПП «Вулкан-ТМ», почётный металлург РФ
Гапонов Д.Е. (Россия, г.Тула); ведущий инженер-конструктор ООО НПП «Вулкан-ТМ»
Билан О.М. (Россия, Волгодонск); начальник конструкторского отдела АО «ВЗМЭО»
Традиционно разливочные ковши производятся в форме усеченного конуса, которые обеспечивают удобство выполнения футеровки и безопасность при износе кладки, несмотря на недостатки с точки зрения материалоемкости и сложности изготовления.
Внедрение цилиндрических конструкций сдерживается ограничениями существующих технологий футеровки. В данной работе уделено внимание разработке нового способа футеровки разливочных ковшей, позволяющей преодолеть имеющиеся ограничения.
Optimization of the casting ladles construction
Zolotukhin V.I.1, Murat S.G.1, Gaponov D.E.1, Bilan O.M.2
1 LLC SPC “Vulcan-TM”
2 JSC “VMEEP”
Zolotukhin V.I. (Russia, Tula); Professor, Doctor of Technical Sciences; General Director of LLC SPC “Vulcan-TM”
Murat S.G. (Russia, Tula); Director of Research and Development of LLC SPC “Vulcan-TM”, Honorary Metallurgist of the Russian Federation
Gaponov D.E. (Russia, Tula); Leading Design Engineer of LLC SPC “Vulcan-TM”
Bilan O.M. (Russia, Volgodonsk); Head of the Design Department of JSC “VMEEP”
Traditionally, casting ladles are produced in the shape of a truncated cone which provide convenience in performing lining and safety during masonry wear despite disadvantages in terms of material consumption and manufacturing complexity.
The introduction of cylindrical structures is constrained by limitations of existing lining technologies. This paper focuses on the development of a new method for lining casting ladles, allowing overcoming existing limitations, and also describes the advantages of the developed technology.
Рецензия на статью «Оптимизация конструкции разливочных ковшей»
Золотухин В.И.1, Мурат С.Г.1, Гапонов Д.Е.1, Билан О.М.21 ООО НПП «Вулкан-ТМ»2 АО «ВЗМЭО».
Предложение изменения конструкции разливочных ковшей для жидкого металла, имеющих форму усеченного конуса на цилиндрическую, имеет положительную составляющую. Применение готовых элементов-катриджей, изготавливаемых на специальных вибростендах с разработанной конструкцией соединительного замка, позволит избежать трудоемкой операции по футеровке. Применяя сборную конструкцию обечайки ковша, можно значительно сократить затраты на выбивку по окончании компании. В целом при выведении данной технологии на широкое использование можно рассчитывать на значительный экономический эффект.
Д.Т.Н. А.Н.Поддубный