Продувка металла и сплавов инертным газом в литейном производстве
Обработка расплава металла в ковше инертными газами давно уже стала неотъемлемым технологическим процессом как в черной металлургии, так и в литейной производстве. Эта технология, внедряемая в цехах, позволяет существенно повысить качество получаемых отливок и сортовой стали. Наряду с основным компонентом технологии – продувочным донным узлом, предлагается так же система подвода инертного газа.
Первые поставки донных продувочных узлов и пробок были осуществлены ООО НПП «Вулкан-ТМ» в 2007 году, и за последующие годы предприятие освоило выпуск изделий и оборудования для донной продувки, которые работают на многих заводах России и ближнего зарубежья.
На сегодняшний день разработано и поставляется более 30 типоразмеров продувочных пробок и узлов, используемых в ковшах от 1 до 160 тонн. Приоритетным показателем эффективности таких изделий для литейных производств является соответствие стойкости продувочной пробки (узла) и существующей стойкости футеровки ковша.
Система продувки включает в себя продувочный донный узел, аргонную рампу, газовый редуктор, расходомер с манометром давления, термостойкий подводящий шланг, аргонный подвод к продувочному узлу. Продувочный узел устанавливается непосредственно в футеровку ковша. Аргон может подаваться как с использованием баллонов, так и из центральной заводской сети.
ООО НПП «Вулкан-ТМ» изготавливает продувочные донные узлы и пробки различных типов: щелевые, пористые, гибридные. Рис.( 1)
Одной из последних разработок продувочного узла была для ПАО «КАМАЗ» Рис.( 2). Уникальная схема продувочного изделия представляла оригинальную конструкцию продувочного узла, в основе которой был новый способ подвода (подключения) аргона – боковой. Такое конструкторское решение было получено в результате анализа технологических особенностей, присущих производственному процессу «КАМАЗа».
Опытные испытания первой партии изделий показали положительные результаты — внедрение процесса продувки улучшает свойства металла. В результате продувки металла в течение 1 минуты наблюдалось снижение температуры расплава с 1640 до 1605 градусов. Жидкотекучесть стали Ст35Л после продувки увеличилась на 40%. Оптимальное давление при продувки аргоном не превышает 0,5 атмосферы.

Рис.( 1) Изделия для донной продувки производства НПП «Вулкан-ТМ»:
а – продувочный узел; б – продувочные донные пробки; в – монолитный донный узел;
Продувочные узлы могут отличаться по своему конструктивному исполнению. Стандартный узел — готовый к установке агрегат, состоящий из продувочной пробки Рис.( 1) (б), вклеенной в гнездовой блок Рис.( 1) (а). В монолитном узле гнездовой блок и продувочный узел являются одним целым изделием; он легко монтируется в футеровку — отпадает необходимость использования огнеупорной пасты для вклеивания пробки в гнездовой блок Рис.( 1) (в). При этом конструкция имеет повышенную прочность, позволяет оптимизировать затраты на проведение ремонта — устанавливается непосредственно в футеровку ковша, что облегчает проведение его замены при локальных ремонтах. Оригинальная конструкция монолитного узла запатентована.
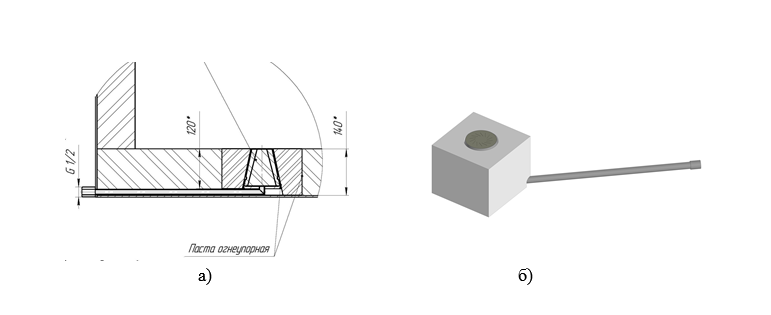
Рис.( 2) Продувочная донная пробка с боковым подводом подключения аргона
а) – схема установки, б) – продувочный донный узле для ковшей 3т
Конструкция крепления пробки в ковше дает возможность существенно сократить время установки. Использование продувочных узлов способствует более эффективному перемешиванию продуктов десульфурации, дефосфорации и раскисления. Это приводит к значительному улучшению качественных показателей выплавляемого металла и, соответственно, готовых изделий из него. За счет применения продувочных узлов оригинальной конструкции ООО НПП «Вулкан-ТМ» возможно ускорить процесс доводки металла, вследствие чего удается повысить качество заполняемости литьевых форм.
Прошедшие успешную апробацию на ряде ведущих металлургических предприятий, таких как ООО «Промтрактор-Промлит (г. Чебоксары), ОАО «Металлургический завод ООО «Машсталь» (г.Пенза), и др., продувочные донные узлы показали стойкость не менее 65 плавок, которая напрямую зависит от условий их эксплуатации и обслуживания на каждом конкретном предприятии. Кроме того, после проведения опытных работ выявилось улучшение свойств разливаемой стали Таблица 1
Таблица 1
| Неметаллические включения (max бал) | |||||||
| Оксиды точечные | Оксиды строчечные | Силикаты хрупкие | Силикаты пластичные | Нитриды строчечные | Нитриды точечные | ||
| Плавки без продувки аргоном | Среднее | 1,2 | 1,6 | 2,5 | 0,5 | 1,7 | 2,2 |
| min | 0,5 | 1,0 | 0,5 | 0,5 | 1,0 | 1,0 | |
| max | 4,0
|
2,0 | >5.0 | 1,0 | 2,5 | 2,5 | |
| Плавки с продувкой аргоном | 0,5 | 1 | 1,5 | 0,5 | 1 | 2,5 | |
| 1 | 1 | 0,5 | 0,5 | 1 | 2,5 | ||
| 2 | 1 | 0,5 | 0,5 | 1 | 2,5 | ||
| 1,5 | 1 | 0,5 | 0,5 | 1 | 2,5 | ||
| Нормы по ТУ 14-1-5436 | 2 | 2 | 2 | 2 | 2 | 2 | |
На предприятии ООО «МашСталь» (г. Пенза) прошли испытания по внедрению технологии обработки металла в ковше аргоном. Для предприятия была изготовлено и поставлено на испытания опытная партия изделий.
Выявлены следующие положительные влияния продувки жидкой стали инертными газами (аргоном) в ковше на качестве расплава:
1.Интенсивное перемешивание металла в ковше (гомогенизация), способствующее:
— повышенной однородности химического состава стали;
— равномерность распределения температуры по всему объему стопорного ковша и соответственно равномерной температуре в процессе разливки металла по формам.
2. Повышение жидкотекучести металла с одновременной возможностью снижения температуры разливки по формам (на 10-20°С), что приводит к снижению дефектов типа «пригар».
Системы продувки ООО НПП «Вулкан-ТМ» прошли успешные испытания не только в техпроцессе производства стали, но и цветных металлов. Так, на ЗАО «Механоремонтный комплекс» (г. Магнитогорск) была поставлена партия пористых продувочных донных узлов для проведения испытаний при разливке медных сплавов.
Продувочные узлы были установлены во время планового ремонта печей ИЛТ-1,0 и ИЛТ-2,5 для донной продувки цветных сплавов.
Промышленные испытания проводили при переплаве бронзовой стружки марки О5Ц5С5.
Микроструктурный анализ полученных проб плавки представлен на Рис.( 3).
Также были проведены исследования по влиянию продувки аргоном на загазованность расплава до и после продувки. Результаты представлены на Рис.( 4).
Проведенные промышленные испытания по продувке аргоном бронзы марки О5Ц5С5 показали следующее: имеет место положительное влияние продувки бронзы на механические свойства металла, где в качестве шихтовых материалов использовали 100% стружки; анализ микроструктуры образца без продувки показал наличие пористости. В образцах, полученных после продувки, пористость отсутствует, кроме того, произошло измельчение структурных составляющих.
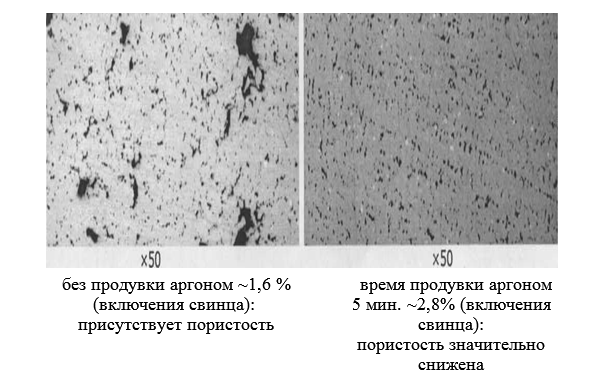
Рис.( 3) Микроструктура бронзы марки 05Ц5С5 в не травленом виде
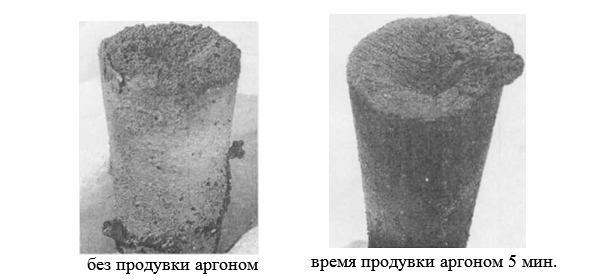
Рис.( 4) Влияние продувки аргоном на усадочные процессы при различных режимах обработки расплава
Результаты исследования по влиянию аргона на загазованность до и после продувки бронзы показали положительный эффект. Пробы после продувки имеют концентрированную усадочную раковину, что указывает на хорошую дегазацию и качество металла.
Таким образом, применение продувочных пробок при обработке расплава бронзы показало, что технология продувки аргоном позволяет улучшить качество металла, а также снизить издержки на производство цветных сплавов.
К новым разработкам ООО НПП «Вулкан-ТМ» также относятся комбинированные донные продувочные пробки, имеющие традиционные радиальные продувочные щели и новый элемент — керамические трубки с продольными отверстиями диаметром не более 0,1 мм. Количество трубок и количество отверстий в них зависят от размеров продувочной пробки. Комбинированная пробка имеет отдельный подвод газа к радиальным щелям и керамическим трубкам. Преимуществами использования комбинированных продувочных пробок являются:
— обеспечение более мелких пузырьков газа, для более интенсивного очищения от неметаллических включений;
— обеспечение гарантированной продувки расплава через отверстия в трубках в случае заметалливания радиальных щелей;
— снижение риска заметалливания радиальных щелей за счет более интенсивного образования пузырьков вблизи рабочей поверхности продувочной пробки.
Обработка металлов аргоном в индукционных печах
Современное развитие литейной отрасли России направлено на реализацию технологического суверенитета, улучшению качества отливок и снижению вредных выбросов.
Кроме того, взрывной рост логистических затрат и расширение номенклатуры отливок потребовали отказа от громадных литейных центров типа «Центролит», «Станколит» и т. п. с переходом на организацию небольших литейных предприятий, совмещённых с конечной механической обработкой изделий.
И для таких заводов практически безальтернативным плавильным агрегатом стала индукционная печь. Особенно активно индукционные печи стали применяться при переходе на источник питания промышленной частоты.
Несомненным преимуществом индукционных печей является их «всеядность» — они позволяют плавить любые металлы от алюминия до золота и платины. В некоторых случаях индукционные печи легко вписываются в агрегаты вакуумной плавки, где являются практически безальтернативными.
Кроме вакуумирования – эффективный способ улучшения качества расплава – продувка нейтральным газом непосредственно в процессе плавления.
Применяя технологи обработки стали непосредственно в индукционных печах. ООО НПП «Вулкан-ТМ» разработало оригинальную конструкцию продувочной донной пробки, которую непосредственно можно устанавливать в днище футеровки индукционной печи. Причем установка продувочной пробки может производится как в печи с набивной футеровкой, так и в печи, в которых используются готовые тигли Рис.( 5)

Рис.( 5) Схема установки продувочной донной пробки в индукционную печь с готовым тиглем
а) – схема установки; б) – пример установки продувочной пробки в индукционной печи.
Альтернативным вариантом продувки металла в ковше или в индукционной печи может быть продувка инертным газом погружной фурмой. Фурма опускается в расплавленный метал сверху и производится обработка металла газом. Рис.( 6) а, б. На предприятия ООО «УЗТМ» (г. Уфа), АО СКБ «Турбина» (г. Челябинск), ООО «Италмас» (г. Тутаев) были поставлены фурмы Рис.( 6) б. Прошедшие испытания показали улучшение качества получаемого расплава в изделиях.
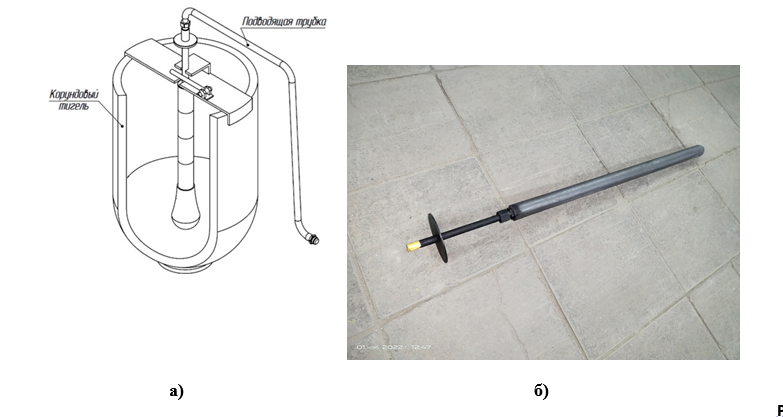
Рис.( 6) Продувочная фурма
а – схема установки продувочной фурмы, б – керамическая продувочная фурма.
Системы продувки ООО НПП «Вулкан-ТМ» обеспечивают целый ряд преимуществ функционирования, таких, как безопасность и безотказность работы; высокая производительность и качество подачи аргона; работа при температурах до +500оС; существенное облегчение монтажа подвода аргона к продувочному узлу; отсутствие резиновых уплотнений (герметичность достигается за счет точной подгонки соединительных узлов, выполненных из стали); при использовании быстроразъемных соединений исключены потери и утечки, не требуется много времени на техническое обслуживание (отличная альтернатива для муфт и гаек, которые необходимо менять).
В целом, использование систем продувки металла в ковше позволяет достичь высокой результативности таких параметров, как улучшение растворяемости легирующих элементов; усреднение температуры и химического состава металла; ускорение процесса доводки металла; повышение качества заполняемости литьевых форм; улучшение качественных показателей выплавляемого металла; эффективное перемешивание продуктов десульфации, дефосфорации и раскисления металла. Готовые изделия из металла обработанного аргоном, обладают изотропностью физических свойств, имеют повышенную вязкость, меньший процент брака.
Предлагаемый комплекс оборудования аргонной продувки для внепечной обработки стали и сплавов является актуальным решением в деле повышения эксплуатационных характеристик конечного продукта и эффективности производств, т.к. обеспечивает:
— модернизацию металлургических и литейных производств на основе современных конкурентоспособных технологий;
— внедрение инноваций с целью получения высококачественных сталей с совокупно-заданными свойствами.
— уменьшение зависимости отечественных стратегически-значимых предприятий от импорта технологических комплектующих для обеспечения описанных процессов.
Перспективные технические разработки ООО НПП «Вулкан-ТМ» в области создания современных изделий для продувки металла идут в направлении:
1.максимального охвата всего объёма металла в ковше процессом продувки, изменения формы продувочной пробки, позволяющей проводить обработку металла по максимально возможному объёму металла, применения продувочных блоков, применения «мульти-блоков»;
2.использования гибридных схем, сочетающих процессы удаления неметаллических включений и перемешивания;
3.новых конструкций пробок для малых литейных ковшей (литейное, машиностроительное производство), не требующих сложных байонетных креплений, как в ковшах большой и средней ёмкости, используемых на агрегатах печь-ковш;
4.современных быстросъемных систем подвода (защищенный трубопровод, быстроразъёмное соединение, оборудование контроля расхода и давления газа, фильтры), а также систем управления процессом продувки.
Таким образом на внедрение технологии аргонной обработки расплава в индукционной печи проявили следующие предприятия:
— донная продувка — ООО «Ресурс» (г. Старый Оскол), ООО «Плезимет» (г. Перьмь) и другие.
— продувочные фурмы – АО «Завод универсал (Новосибирская обл.), ООО «Уральский транзит» (г. Челябинск), ПАО «Кировский завод маяк» (г. Киров) и другие.




