Роль Тулы в становлении непрерывной разливки стали
Там, где изготавливаемый предмет может проходить без перерыва (и, следовательно, без промедления), от первой до последней стадии своей обработки машинами, по всей вероятности, будет произведено лучшее изделие и с меньшими затратами, чем в том случае, когда предмет на каждой стадии своей обработки должен быть переносим с одного места на другое…
Карл Маркс
Золотухин В.И. доктор технических наук, генеральный директор ООО НПП «ВУЛКАН-ТМ» Мурат С.Г.
Почётный металлург РФ, директор по исследованиям и развитию ООО НПП «ВУЛКАН-ТМ»
Тула, исходя из своего географического положения (близость к Москве – около 200 км), а также по причине мощной научной и машиностроительной базы была обречена на роль научно-технического центра металлургии СССР. Да и то сказать: Тула — родина первых доменных печей России: 1632 год,
Городищенские заводы, построенные на базе тульского месторождения железных руд.
Дальнейшее развитие отечественной чёрной металлургии было связано с экспансией Демидовых на Урал, а Баташёвых — в Волго-Вятский регион[1].
А потребность рядом — оружейное производство. Позже Косогорский металлургический завод, а потом Новотульский металлургический. Последний стал стартовой площадкой для внедрения в промышленных масштабах
новейших научно-технических разработок советских учёных-металлургов Одна из таких разработок, безусловно, среди главнейших — установка непрерывной разливки стали (УНРС) вертикального типа, первая в СССР пущена в эксплуатацию в декабре 1953 года.
Ещё с середины 30-х годов прошлого столетия в СССР началась разработка промышленной технологии и оборудования процесса непрерывного литья для производства стальных заготовок сначала путем заливки жидкого металла в зазор между вращающимися валками и конвейерными цепями, а затем способом, который утвердился во всем мире: разливка с непрерывным вытягиванием слитка из водоохлаждаемого кристаллизатора, совершающего
возвратно-поступательное движение, с последующим вторичным охлаждением затвердевающего слитка и порезкой его на мерные длины.
У истоков этого направления стояли академик И.П. Бардин и плеяда «непрерывщиков» первого поколения: М.С. Бойченко, В.С. Рутес, В.В. Фульмахт и др.
На базе многочисленных экспериментальных и теоретических исследований закономерностей формирования непрерывного слитка и конструкторских разработок, проведенных в ЦНИИЧермете, в 1951 г. на заводе «Красный Октябрь» была введена в эксплуатацию первая в СССР опытно-промышленная установка полунепрерывного литья стали. Проведенные исследования стали
базой для конструкторских разработок при создании первой промышленной установки непрерывной разливки, введенной в эксплуатацию на Новотульском металлургическом заводе в 1953 г., и дальнейшего освоения этого процесса в 1955-1956 гг. на вертикальных установках в мартеновском цехе завода «Красное Сормово».
За промышленное освоение непрерывной разливки на заводе «Красное Сормово» коллектив специалистов, возглавляемый академиком И.П. Бардиным, был удостоен Ленинской премии.
Решающее влияние на развитие и освоение непрерывной разливки на отечественных металлургических заводах оказала разработанная в 1957 г. под руководством академика И.П. Бардина с участием ведущих специалистов отрасли программа сооружения установок непрерывной разливки стали на металлургических заводах страны[2].
Безусловно, роль академика И.П. Бардина при освоении непрерывной разливки стали была решающей. Начало практического внедрения УНРС на Новотульском металлургическом заводе (НТМЗ) проходило под его непосредственным руководством. В Туле он подолгу работал. Его помнят ветераны металлургии. В посёлке Металлургов Криволучье есть улица имени И.П. Бардина.

По аналогии с разливкой в изложницы на всех этих машинах, получивших название вертикальных, был реализован способ разливки с подачей металла в вертикально расположенный прямолинейный кристаллизатор с непрерывным вытягиванием из него формирующегося слитка. При этом весь процесс кристаллизации слитка от начала до конца происходит в вертикальном положении.
Были сооружены и успешно эксплуатировались электросталеплавильные цеха с вертикальными машинами непрерывного литья на заводах Новолипецком (НЛМК), Череповецком, «Амурсталь».
Успешным освоением промышленных вертикальных машин непрерывного литья заготовок (МНЛЗ) была доказана высокая эффективность процесса непрерывного литья по сравнению с разливкой стали в изложницы.
Высоко оценивая перспективы развития процесса непрерывной разливки стали, директор ВНИИМЕТМАШ академик А.И. Целиков считал, что необходимо вести работы по изысканию других схем и конструкций машин непрерывного литья, которые, обладая преимуществами вертикальных, были бы лишены присущих им недостатков.
А.И. Целиков в 1962 году организовал во ВНИИМЕТМАШ конструкторский отдел машин непрерывного литья стали, а в составе отдела — научно-исследовательскую лабораторию и добился того, что решением правительства проектирование и изготовление МНЛЗ было целиком передано организациям Минтяжмаша – ВНИИМЕТМАШ, Уралмашзаводу и Южуралмашзаводу, причем функции головной организации были поручены ВНИИМЕТМАШ.
В созданном во ВНИИМЕТМАШ отделе была разработана принципиально новая конструкция машины непрерывного литья стали так называемого радиального типа[3].
Дальнейшее развитие МНЛЗ пошло именно по этому пути, и большинство машин работает по такой схеме. Отдельно следует отметить создание и эксплуатацию в СССР горизонтальной машины непрерывного литья заготовок (ГМНЛЗ).
Опытно-промышленная была запущена в НПО «Тулачермет» в 1976 году, затем ещё одна.
Стоит отметить, что работы по непрерывной разливке стали в СССР имели мировой приоритет, что подтверждает продажа лицензий на новый способ разливки стали в 1968 году в Японию, а позднее на горизонтальную машину непрерывной разливки стали В Германию, компанию Mannesmann Demag и Италию, компания Danieli.
Промышленная четырёхручевая ГМНЛЗ была пущена на Карагандинском меткомбинате в перестроечное время, что и определило её дальнейшую судьбу и вывод из эксплуатации. В пусконаладочных работах активное участие принимали специалисты НПО «Тулачермет», в том числе Лисин В.С.
Таким образом, Тула, НТМЗ, НПО «Тулачермет» стояли у истоков непрерывной разливки стали и продолжают традиции тульских металлургов. Ныне на предприятии «Промсорт Тула» работает самая современная в России сортовая МНЛЗ (к сожалению, зарубежного производства).
Актуальный способ производства стали по одношлаковой технологии предполагал внепечную обработку на установке ковш-печь. Тем самым возникала необходимость оснащения сталеразливочных ковшей шиберными затворами. И здесь опять Тула стала первопроходцем. В конце 1980-х годов в НПО «Тулачермет» были впервые опробованы шиберные затворы отечественного производства, разработанные и изготовленные с участием тульских учёных-металлургов.
Уже в 90-е годы прошлого столетия возникла задача создания современных отечественных конструкций шиберных систем бесстопорной разливки стали, включающих непосредственно шиберный затвор с огнеупорной керамикой, систему привода и управления, устройство защиты металла от вторичного окисления, позволяющих повысить уровень автоматизации процессов разливки, внедрить технологию многократного применения шиберной керамики[3].
Разработка и производство конкурентоспособной, в том числе импортозамещающей, продукции являются основным направлением деятельности научно-производственного предприятия (НПП) «Вулкан-ТМ». Деятельность НПП «Вулкан-ТМ» направлена на разработку конструкций и организацию производства сталеразливочных затворов шиберного типа.
Применение современных схем механизмов позволяет в большей степени обеспечить равномерность приложения прижимного усилия, самоустановку огнеупорных плит, компенсировать циклические температурные расширения и износ огнеупорных и металлических деталей затвора, снизить требования к точности изготовления деталей и узлов. Высокая стоимость импортных затворов, особенно расходной шиберной керамики к ним, специфика обслуживания и подготовки персонала, необходимость существенной реорганизации ковшевых отделений делали переход на разливку стали импортными шиберными системами трудноосуществимым.
Изучение конструкций пружинных шиберных затворов ряда иностранных фирм и опыта их эксплуатации показывает, что наряду с преимуществами эти затворы имеют и недостатки, их применение требует специальной привязки конструкций затворов к условиям работы на предприятиях России.
Анализ систем и конструкций затворов позволил определить тенденции развития, основные варианты компоновки (линейная либо круговая), требования к огнеупорам (кассетный принцип замены), адаптивный характер пружинных механизмов огнеупорных плит и заложить их в создание конструкции. Это позволило получить ряд новых технологических решений, новизна которых подтверждена патентами РФ.
Уже в середине 1990-х годов были созданы и апробированы первые российские конструкции затворов с прижатием плит упругими элементами. Несмотря на то, что в разработанных затворах слабым местом конструкций являлась сложность замены упругих элементов, невозможность визуального контроля их замыкания и взведения, главной причиной, помешавшей их широкому внедрению, стало отсутствие в России производства многоплавочных шиберных плит в металлических обечайках. Тем не менее затворы модели ВШП в модернизированном варианте до сих пор эксплуатируются на МЗ «Петросталь» и эффективны в эксплуатации.
Дальнейшее развитие конструкций и поставок шиберных затворов нового поколения представлено на рис. 2.

Результатом развития производства современных систем для разливки стали и сплавов стало создание линейки унифицированных шиберных затворов серии ВТ для ковшей от 30 до 380 т (рис. 4).

Достижение «золотой середины» в поиске оптимальных компоновочных схем шиберных затворов позволило в настоящее время сместить акцент на расширение их технологических возможностей за счет универсальности посадочных мест при использовании широкого диапазона типоразмеров огнеупорных комплектующих (табл. 1).
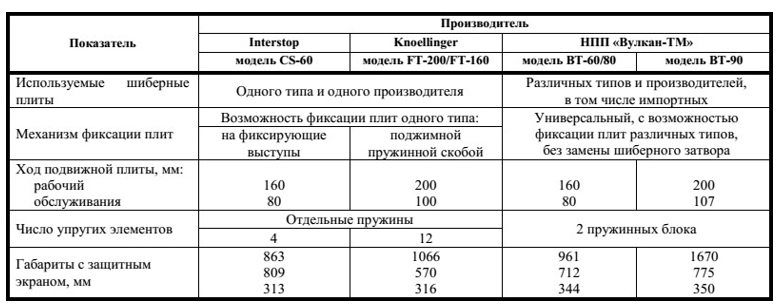
Использование в одном затворе различных шиберных плит дает возможность потребителю осуществлять расширенный технико-экономический анализ на этапе планирования, в результате которого может проводиться оценка эффективности применения плит различных конфигураций, поставщиков, имеющих разные ценовые и эксплуатационные показатели.
В ООО НПП «Вулкан-ТМ» более 20 лет назад налажено производство и поставка формованных бетонных огнеупорных изделий для шиберной разливки: стакан-коллектор в металлической обечайке, гнездовой стакан, гнездовые блоки различных типов и модификаций. Предприятие использует дифференциальный подход к каждому заказчику и разрабатывает конфигурацию и материалы для конкретных условий эксплуатации.
В настоящее время ООО НПП «Вулкан-ТМ» выпускает огнеупорные изделия со стойкостью, сопоставимой с основными мировыми поставщиками огнеупоров, таких как RHI, Vesuvius. Это приводит к снижению удельных затрат на 1 т разливаемой стали и стоимости, которая значительно ниже импортных аналогов.
Ограничение импорта технологий, оборудования и материалов для российских металлургических предприятий, с одной стороны, усложняет процесс обновления основных фондов и строительства новых заводов, с другой — открывает окно возможностей для отечественных изготовителей металлургического оборудования.
ООО НПП «Вулкан-ТМ», безусловно, может расширить свой дальнейший вклад в импортозамещение оборудования для выплавки, разливки и внепечной обработки стали.
Используемые в затворах серии ВТ конструктивные решения апробированы в производственных условиях «УГМК-Сталь», «НЛМК-Урал», Надеждинского и Омутнинского металлургических заводов, «Гурьевск-Сталь», KSP Steel и др. В отечественную промышленность поставлено свыше 500 сталеразливочных систем[3].
Таким образом, Тула по-прежнему служит научно-техническим центром по разработке и изготовлению оборудования для непрерывной разливки стали.
Библиографический список:
- Кисилёв Н. И., Мурат А. С., Мурат С. Г. «Демидовские мероприятия 05.04.2016 г.», г. Тула.
- Шифрин И. Н., Ганкин В. Б., Сивак Б. А., Ротенберг А. М., Смоляков А. С., Целиков А. А. «Вклад ВНИИМЕТМАШ в развитие машин непрерывного литья стальных заготовок». Сборник: «ВНИИМЕТМАШ» и металлургическое машиностроение. Наука, 2009 – 551 с.
- Золотухин В. И., Головко А. Г., Мурат С. Г., Гордеев Е. И. «Развитие современных сталеразливочных систем на основе инновационных решений».