ВЛИЯНИЕ ПРОДУВКИ РАСПЛАВА АРГОНОМ НА МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ 20ГФЛ
Г. А. Околович, А. В. Габец, Е. О. Чертовских
Алтайский государственный технический университет им. И.И. Ползунова,
г. Барнаул, Россия
В обычных «открытых» сталеплавильных процессах не удается уменьшить содержание водорода в готовой стали ниже 3-4 см3/100г, так как при кипении металла (выделение из ванны окиси углерода при окислении углерода) одновременно с удалением водорода и азота происходит поглощение их металлом из газовой фазы. При превращении а-железа в у-железо, а также при повышении температуры растворимость Н и ^ скачкообразно увеличивается(рис. 1). Особое значение имеет резкое понижение растворимости Н и ^ в стали при затвердевании и дальнейшем понижении температуры. Например, растворимость водорода в жидком железе равна примерно 28 см3/100 г, а в твердом железе при комнатной температуре находится близко к нулю.
Выделение водорода при охлаждении стали способствует образованию флокенов и межкристаллитных трещин. Флокены имеют вид сглаженных поверхностей матового цвета на сером фоне излома термообработанной отливки. Межкристаллитными трещинами являются сглаженные поверхности с зеркальным блеском на сером фоне излома термообработанной отливки.
По результатам электронной микроскопии на серийной стали 20ГЛ флокены и межкристаллитные трещины не выявлены. Также не выявлено ситовидных раковин характеризующихся дефектом в виде удлиненных тонких раковин, ориентированных нормально к поверхности отливки, вызванных повышенным содержаниям водорода в кристаллизующемся слое стали.
Для определения содержания газов(Н, О, ^ в стали 20ГЛ были отобраны пробы из аварийной детали «Рама боковая». По результатам исследований, согласно, ГОСТ17745 содержание [О]=0,009-0,011%, [ВД= 0,008-0,009%, [Н]=0,0005%. Механические свойства стали данной детали соответствуют техническим требованиям.
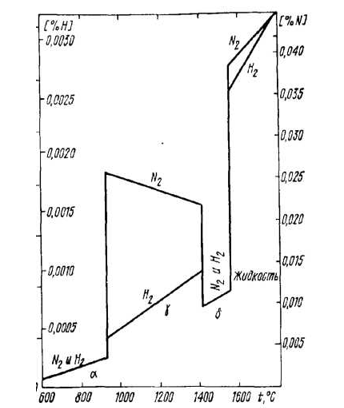
Рисунок 1 — Влияние температуры на растворимость Н и ^ в железе
Для выявления состояния ^ исследовали сталь 20ГЛ (микролегированную ванадием, не более 0,03%) на масс спектроскопии (рис.2), в результате выявили, что имеющийся азот связан с ванадием в химические соединения типа V^, VС2^2. Известно, что при содержании в стали Н более 2 см3/100г (0,0002%) и ^ более 2 см3/100г (0,002%) в стали проявляется хрупкость в виде понижения относительных сужения и удлинения, а иногда и ударной вязкости. 8[ и С понижают растворимость Н и ^ в жидком железе.
Особенно сильное воздействие на понижения содержания водорода оказывает кислород. Эффективным способом удаления неметаллических включений и газов(О, ^ Н) является продувка металла инертным газом, что приводит к одновременному протеканию многих процессов[2]:
- выравнивание, корректировка и установление требуемых значений температуры металла;
- выравнивание, корректировка и регулировка химического состава;
- повышение чистоты стали по оксидным включениям;
- снижение содержания серы и сульфидных включений при наличии покровного шлака необходимого состава;
5)ускорение расплавления и равномерного распределения по объему ковша вводимых раскислителей и легирующих добавок;
- ускорение нагрева и расплавления в покровном шлаке вводимых в ковш твердых шлакообразующих смесей;
- улучшение условий протекания реакции окисления углерода при обработке не раскисленного металла;
8)снижение температуры разливки металла; Недостаток продувки аргоном в увеличение разрушения огнеупорной футеровки ковша.

| Рисунок 2 — а) — спектр масс вторичных ионов от области феррита в стали, б) — спектр масс вторичных ионов от области перлита в стали |
В связи с этим для исследования использовали внепечную обработку аргоном, как наиболее целесообразную. Для продувки стали применяли аргон газообразный первого сорта ГОСТ 10157-79. Подачу газа в металл производили непосредственно через щелевую фурму, встроенную в футеровку днища 8 тонного стопорного ковша. Температура выпуска стали из печи ДСП-6 составляла 1610- 1640оС. После слива металла в ковш, подували аргоном, в течении 3-6 мин при давление 1-3,5 кг/см3. Во время заливки форм установлено повышение жидкотекучести металла, снижение температуры заливки форм. Химический анализ и механические свойства всех плавок соответствовали типовой марки стали
Таблица№1 — Химический состав сталей.
| Марка стали | С | Мп | 31 | 3 | Р | Сг | М | Си |
| не более | ||||||||
| 20ГЛ | 0,17-0,25 | 1,10-1,40 | 0,3-0,5 | 0,03 | 0,04 | 0,3 | 0,3 | 0,6 |
| 20ГФЛ | 0,17-0,25 | 0,9-1,40 | 0,3-0,5 | 0,03 | 0,04 | 0,3 | 0,3 | 0,6 |
С каждой плавки производили заливку клиновидной пробы по ГОСТ 977-88 для проведения механических испытаний, из которой изготавливали V- и и— образные образцы для испытания на ударную вязкость по ГОСТ 9454-78 и образцы на растяжение по ГОСТ 1497-81, по которым в дальнейшем определяли предел текучести, предел временного сопротивления, относительное удлинение и сужение.
Цель эксперимента выявить влияние продувки аргоном стали на изменение связей между химическими элементами и механическими свойствами. Для анализа использовали результаты 60 плавок в дуговой печи, из которых 30 плавок подвергали внепечной обработке аргоном.
После продувки аргоном содержание 8 в стали приводит к снижению ударной вязкости. Одновременно с этим типовая сталь имеет лучшие показатели ударной вязкости при более высоком содержании серы. Известно, что при низком содержании серы сталь приобретает повышенную склонность к водородному охрупчиванию. После продувки аргоном сера стала оказывать отрицательное влияние на ударную вязкость с V- и и- образным надрезом. Отрицательное влияние ванадия на ударную вязкость К^-60 несколько снижается при продувке аргоном, в то же время на КСи-60 ванадий стал оказывать, положительный эффект. Положительное влияние серы на типовых сталях может быть связано с рафинированием стали силикокальци- ем. Он повышает величину ударной вязкости при всех значениях концентрации 8, как в области хрупкого, так и вязкого разрушения за счет увеличения работы зарождения трещины. При этом абсолютный прирост значений ударной вязкости практически не зависит от концентрации серы в стали[3].
Благоприятное влияние ванадия на ударную вязкость на образцах с и-образным надрезом связано с образованием дисперсных включений карбида VС над сложной группой VС2^2 и V^, образующихся в типовой стали в первую очередь из-за присутствия большего количества свободной энергии в компоненте №
Возможно, при снижении содержания О в стали, снижается количество неметаллических включений типа А12О3, присутствующих в стали в виде оксидных пленок, приводящих к снижению прочности стали. После продувке аргоном снизилось влияние фосфора на ударную вязкость при отрицательных температурах.
Ванадий на показатель сужения (рис.3) оказывает негативное влияние, снижая его величину. Взамен происходит повышение предела текучести, который благоприятно влияет на выносливость стали.
В соответствии с графиком механических свойств после продувки аргоном показатель предела временного сопротивления при меньшем содержании углерода в стали обеспечивает прочностные свойства, не уступающие типовой стали. Это свидетельствует о наличии фазового равновесия.
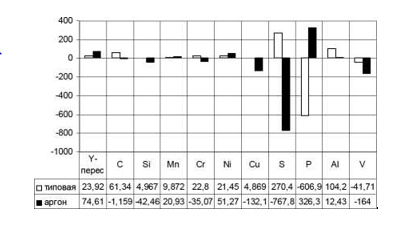
Рисунок 3 — Гистограмма коэффициентов регрессии функции относительного сужения, ф
На основании полученной регрессии предела текучести в стали после продувки аргоном выявлена зависимость между содержанием углерода и ванадия. Установлено, что вследствие перемешивания сплава и снижения содержания неметаллических включений, очистки от газов (Н, И, О), наблюдается повышение жидкотекучести стали, обеспечивается однородная структура, при этом центрами кристаллизации являются карбиды VС.
Выводы:
После внепечной обработки расплава аргоном в 8 тонном ковше выявлены следующие различия в сравнении с типовой плавкой стали 20ГФЛ:
- положительное влияние Р в количестве 0,01-0,03% на все механические свойства;
- усиление отрицательного влияния 8 в количестве 0,01-0,02%;
- стабилизация показателя КС7.60 являющегося характеристикой работы зарождения трещин. Это подтверждается повышением чистоты стали по неметаллическим включениям на границах зерен;
- продувка аргоном обеспечивает частичное выведение А12О3в шлак;
- продувка аргоном обеспечивает выве
дение в шлак А1Ы и снижает дисперсность хрупких неметаллических включений в зерне и по его границам.
Список литературы:
- Меджибожский М.Я. Основы термодинамики и кинетики сталеплавильных процессов. — Киев — Донецк,1979г.-280с.
2. Кудрин В. А. Внепечная обработка чугуна и стали. -М.: Металлургия. 1992.-336с.
3. Филиппенков А. А. Ванадийсодержащие стали для отливок. Екатеринбург: УрО РАН, 2001.